弯管机厂家直销
咨询热线
138-1529-2928
弯管机厂家直销
咨询热线
138-1529-2928

手 机 : 138-1529-2928 (邹经理)
Q Q : 709046660
QQ邮箱 : 709046660@qq.com
网 址:www.jsbaoshi.cn
地 址: 淮安市涟水县时码工业区
通常,当管道直径为20mm或以下时,请用手拉起子。应根据管子的直径选择管器。管时,将the管装置放在需要弯曲的部分(即弯曲点)上,用脚踩在管上,拉动管的手柄,并施加一定量的使管子稍微弯曲的力。然后逐点向后移动煮沸器,重复之前的操作,直到弯曲部分的后端,使管子逐渐沸腾所需的弯曲半径和弯曲角度。

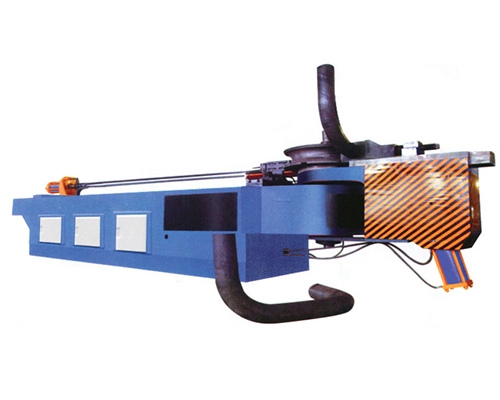
当管径为25mm及以上时,请使用液压pipe子。应根据管线弯管半径的要求选择模具,即将拉拔管放入弯管机模具中,使弯管与弯管对准。机器的弯曲点,然后拧紧夹具,当弯曲角度大于所需角度l°〜2°时,停止,将弯曲机返回到弯曲点,并用弯曲角度测量弯曲半径和弯曲角度模板。需要注意的是,弯管的外径必须与弯模紧密配合,否则弯管会凹入。
热法:对直径较大的试管使用热法时,在进行immer煮之前,先用振动和炸沙填充试管,然后将两端紧紧塞住。在烤箱或焦炭炉中加热后,将其放在模具上弯曲。
用气焊加热the火管时,先在钢管上画一条直线,然后画出加热长度L,先在L部分上预热,然后从弯曲点开始,加热时弯曲,弯曲半径应为尽可能保持一致以防止弯曲。段的表面起皱。由于冷却后弯曲角收缩约2°〜3°,因此弯曲角比预定弯曲角稍大2°〜3°。加热长度L可以通过简单的公式来计算:L =πdR/ 180 = 0.0175dR。
以上就是淮安弯管机厂家给大家介绍的弯管设备在加工时应注意的事项。

手 机 : 138-1529-2928 (邹经理)
Q Q : 709046660
QQ邮箱 : 709046660@qq.com
地 址: 淮安市涟水县时码工业区

二维码