弯管机厂家直销
咨询热线
138-1529-2928
弯管机厂家直销
咨询热线
138-1529-2928

手 机 : 138-1529-2928 (邹经理)
Q Q : 709046660
QQ邮箱 : 709046660@qq.com
网 址:www.jsbaoshi.cn
地 址: 淮安市涟水县时码工业区
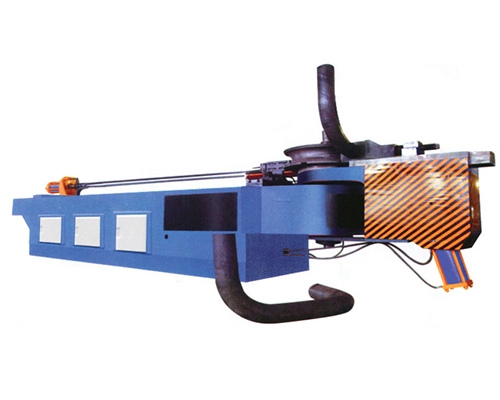
弯管机厂家为了防止或减少弯管的缺陷,弯管机应采取相应的对策,解决符合要求的管件。在产品设计结构允许的范围内,尽量设计较大的弯曲半径。全自动弯管机厂家针对上述几种常见缺陷,应采取针对性措施。
1、对于圆弧外侧压扁严重的管件,可将压模设计成无芯弯曲时有防变形槽的结构,以减少弯曲时压扁的程度。对于有芯弯头,要及时检查芯棒的磨损情况,确保芯棒与管内壁的单边间隙不大于0.5mm。同时,安装芯棒时,芯棒的进给量要适当。
2、小半径折弯中圆弧外侧减薄时的折弯工艺特性是由折弯工艺的特性决定的。这是不可避免的,但应采取措施克服过度减薄。常见的有效方法是使用侧向增压器和尾部带有顶升装置的弯管机。工作时,升压或推动机构将管子向前推动,抵消部分弯管阻力,改善管段上的应力分布状态,使中性层向外移动,从而达到减少减薄量的目的。在弧的外侧。助推的速度根据弯道的实际情况确定,使其与弯道的速度相匹配。

3、管子出现弧外弯曲、开裂的情况,首先要保证管子有良好的热处理条件,排除管子因素后检查压模压力是否过大,并调整到使压力适当。江苏全自动弯管机厂家检查芯棒直径是否过大,对大直径修模,确保芯棒与管内壁有良好的润滑,并采取适当措施避免机器抖动。
4、弧内起皱,应根据起皱位置采取相应措施。如果前切点起皱,应向前调整芯棒的位置,使芯棒适当前进,并在管子到达弯头时为管子提供合理的支撑。 ;如果后切点起皱,应快速安装防皱,安装位置要正确,将压缩模块的压力调整到合适的压力;如果圆弧内侧完全起皱,除了调整压模使压力合适外,还要检查新杆的直径。芯轴直径过小或磨损严重时应更换芯轴。
综上所述,在弯管过程中,由于工艺和操作不当等原因,弯管可能会出现不同类型、不同程度的缺陷,特别是当管子弯曲半径小,模具之间的位置比较小。力量组合不当更容易产生缺陷。因此,具体分析不同类型缺陷产生的原因,并根据不同情况采取相应的措施,如调整模具零件之间的位置和压力,选择合适的芯轴,良好的润滑,以及安装防皱模具和增压装置等,等,可以减少或消除缺陷的发生,从而获得更好的弯管件。

手 机 : 138-1529-2928 (邹经理)
Q Q : 709046660
QQ邮箱 : 709046660@qq.com
地 址: 淮安市涟水县时码工业区

二维码